プラントの構内を歩けば、至る所で「湯気」を目にすることでしょう。それらを生み出しているのは、多くの場合、プロセス加熱の主役である「飽和蒸気」です。実際の製造プロセスにおいて「熱を運ぶ仕事」を黙々とこなしているのは、この飽和蒸気という「一級」の流体です。
飽和蒸気は、水が沸騰して気体になったばかりの状態であり、圧力と温度が一対一で対応するという非常に扱いやすい特性を持っています。しかし、その「扱いやすさ」に甘んじて基本を疎かにすると、加熱不良やウォーターハンマーといったトラブルを招き、プラントの安定稼働を根底から揺るがすことになります。
目次
潜熱の威力:なぜ「飽和」蒸気が選ばれるのか
飽和蒸気がプロセス加熱の主役である最大の理由は、その「熱の渡し方」にあります。物質の温度を上げるための熱を「顕熱」と呼びますが、状態変化(水から蒸気へ)に伴う熱を「潜熱」と呼びます。
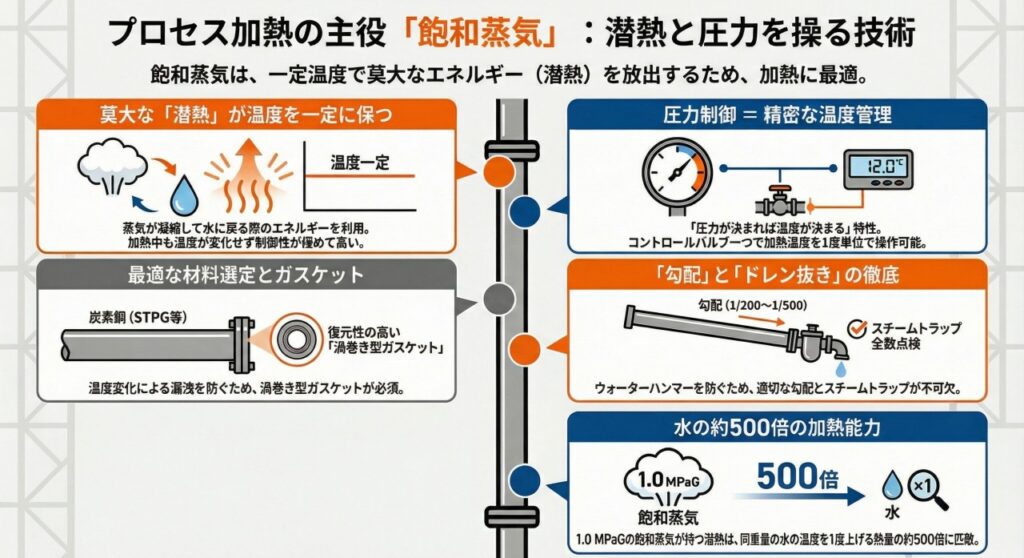
飽和蒸気が熱交換器(ヒーター)の中で凝縮して水に戻る際、この莫大な「潜熱」をプロセス側に放出します。このとき、蒸気の温度は全く変わりません。
加熱能力(Q)の計算:Q = m×h_fg (m: 蒸気流量 [kg/h]、h_fg: 蒸発潜熱 [kJ/kg])
この式の肝は、比エンタルピの中でも「h_fg(蒸発潜熱)」を利用する点にあります。例えば、1.0 MPaGの飽和蒸気が持つ潜熱は、同じ重さの水の温度を1度上げるのに必要な熱量の約500倍近くに達します。
この「温度を変えずに大量の熱を渡す」という特性があるからこそ、プロセス側の温度を一定に保ちやすく、制御性が極めて高いのです。
圧力制御が温度制御に直結する設計思想
設計担当者が飽和蒸気系統を設計する際、最も重視するのが「圧力管理」です。飽和蒸気には「圧力が決まれば温度が決まる」という鉄則があります。
- 0.3 MPaG なら 約144度
- 1.0 MPaG なら 約184度
- 2.0 MPaG なら 約215度
プロセス側で「150度で加熱したい」という要求があれば、配管抵抗による圧力損失を考慮した上で、それ以上の圧力を維持できるような蒸気ラインを選定します。
蒸気圧力をコントロールバルブで微調整することは、そのまま加熱温度を精密にコントロールすることに他なりません。これが過熱蒸気では不可能な、飽和蒸気ならではの「エリートな作法」です。
配管仕様の論理:JPI規格と材料選定の根拠
飽和蒸気ラインの配管設計において、基準となるのはJPI(日本石油学会)規格やJIS規格です。一般的に使用される仕様を整理しましょう。
管材の選定
通常、飽和蒸気は炭素鋼鋼管で十分に機能します。
中低圧(1.0 MPaG程度まで):STPG370(圧力配管用炭素鋼鋼管)
高圧または重要ライン:STS410(高圧配管用炭素鋼鋼管)
過熱蒸気のような合金鋼(ASTM A335等)を必要としない分、コストパフォーマンスに優れますが、その分「腐食」と「エロージョン」への配慮が不可欠です。
フランジとガスケット
フランジ:JPI Class 150 または 300 のフランジが多用されます。
ガスケット:ボルテックスガスケット(渦巻き型ガスケット)の使用が推奨されます。飽和蒸気は温度変化によるフランジの「呼吸」が発生しやすいため、復元性の高いガスケットを選定するのが設計の急所です。ノンアスベストのジョイントシートは、蒸気ラインでは経年劣化による漏洩リスクが高いため、慎重な判断が求められます。
定検工事での急所:工事監督員が守るべきチェックリスト
定期修理(定検)工事において、飽和蒸気系統の不具合は「見落とされがちだが影響が大きい」のが特徴です。以下の3点は、必ず現場で確認してください。
スチームトラップの「全数診断」と交換
飽和蒸気ラインの最大の敵は「ドレン(凝縮水)」です。ドレンが滞留すると、熱交換効率が落ちるだけでなく、配管を破壊するウォーターハンマーを誘発します。
定検時には、トラップの作動状況をチェックし、内部の弁座が摩耗しているものは迷わず交換してください。特に「オリフィスが詰まっていないか」「バイパス弁が漏れていないか」は、省エネの観点からも極めて重要です。
ストレーナの清掃
トラップの前段には必ずストレーナが設置されています。定検開放時には、このスクリーンを必ず清掃してください。配管内の錆やスケールがスクリーンに詰まると、蒸気の供給が滞り、プロセス加熱不足の原因となります。
たかがストレーナと侮るなかれ、これが原因のトラブルは枚挙にいとまがありません。
CUI(保温材下腐食)の徹底検査
飽和蒸気配管は、過熱蒸気配管に比べて温度が低いため、保温材内部で結露が生じやすく、外面腐食(CUI)が進みやすい傾向にあります。
特に「配管サポート部」「エルボの付け根」「バルブ周り」など、保温材に雨水が浸入しやすい箇所を重点的にサンプリング解体し、肉厚測定を行ってください。
見た目が綺麗な保温板の下で、配管がボロボロになっているケースは多々あります。
ウォーターハンマーを防ぐ「勾配」と「ドレン抜き」
設計・施工の担当者が現場で最も目を光らせるべきは、配管の「勾配」です。飽和蒸気配管は、蒸気の流れ方向に沿って「1/200〜1/500」程度の先下がり勾配をつけるのが鉄則です。
ポケットの排除:配管が「U字」に凹んでいる箇所(ポケット)があると、そこにドレンが溜まり、蒸気が通過する際に大きな水塊を跳ね上げます。これが時速100km以上のスピードでエルボに衝突するのがウォーターハンマーの正体です。
ドレンレグの設置:立ち上がり配管の直前には、必ず深い「ドレンレグ(溜まり部)」を設け、そこから確実にトラップでドレンを排出する構造にしてください。
飽和蒸気は、目立たない存在かもしれません。しかし、プラントの心臓部である反応塔や蒸留塔を一定の温度で温め続け、製品の品質を支えているのは、この「一級」の流体です。
Q = m×h_fg というシンプルな式の中には、先人たちが積み上げてきた熱力学の知恵と、効率的なプロセス運営への願いが込められています。配管一本の勾配、ストレーナの網目一つにまで、論理的な意味があることを忘れないでください。