本記事では、プラントの心臓部で作動する「プロセス空気」に焦点を当てます。単なる動力源ではなく、反応原料として扱われるプロセスの空気は、一歩間違えれば大事故に直結する危険性を秘めています。
大型ブロワのサージング防止制御や、高温・高圧下における逆止弁の選定、そしてプロセス流体の逆流を防ぐための設計・保全の急所を、現場の知見に基づいて詳述します。
目次
原料としての「空気」に向き合う
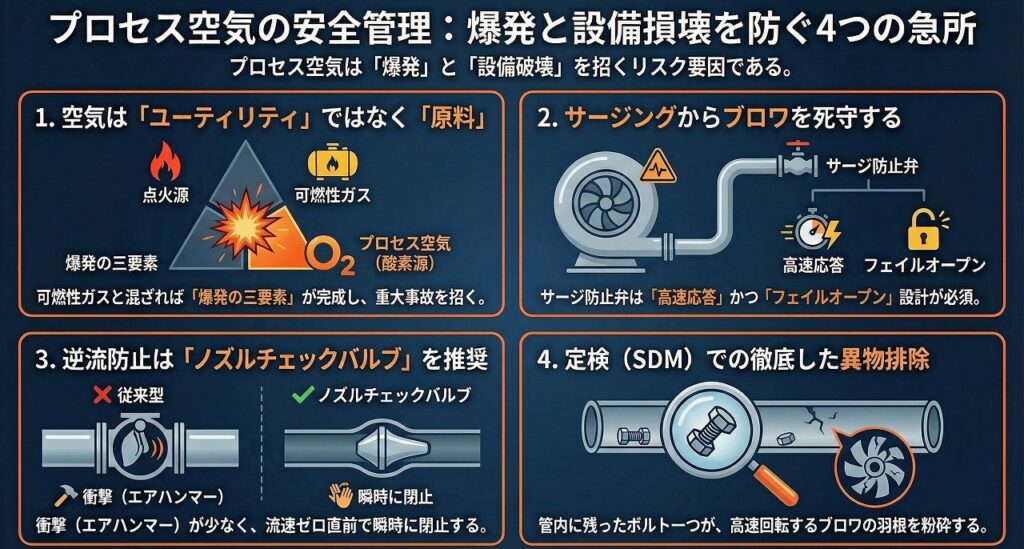
計装空気や雑用空気が「ユーティリティ(裏方)」なら、プロセス空気は「主役(原料)」です。FCC(流動接触分解装置)の触媒再生や、SRU(硫黄回収装置)の燃焼用として、文字通り反応に直接関与します。
「ただの空気が逆流したくらいで……」という油断は禁物です。可燃性のプロセス流体が存在するラインに、酸素を含んだ空気が入り込めば、そこには「爆発の三要素」が完成してしまいます。
今回は、そのリスクを設計と保全でどう封じ込めるか、深く掘り下げていきましょう。
プロセス空気の設計条件と配管仕様
プロセス空気は、大型の遠心ブロワや軸流ブロワによって供給されます。圧縮されることで温度が上昇するため、配管設計には独特の配慮が必要です。
設計圧力と設計温度
一般的なプロセス空気ラインの条件例を見てみましょう。
設計圧力: 0.3 ~ 0.6 MPaG(装置の要求による)
設計温度: 150℃ ~ 250℃(断熱圧縮による上昇)
管種: 炭素鋼鋼管(STPGやA106等)
ここで注意すべきは温度です。圧縮機直後の配管は200℃を超えることも珍しくありません。このため、熱膨張による配管応力の計算が必須となります。
また、万が一のプロセス流体逆流を想定し、反応器に近い側の配管仕様は、プロセス流体の性質(腐食性やさらに高い設計温度)に引きずられる形で格上げされるケースが多々あります。
配管径と流速
プロセス空気は大流量を扱うため、配管径は非常に大きくなります。流速の設定が不適切だと、騒音や振動、あるいは圧力損失の増大を招きます。
一般的には、常用状態で20~30 m/s程度を目安に設計されます。
ブロワの命を守る「サージング防止制御」
プロセス空気を送り出す大型ブロワにとって、最大の敵は「サージング(脈動)」です。これは、吐出側の圧力が上がりすぎたり、流量が減りすぎたりしたときに、流体が逆流と順流を繰り返して激しい振動を起こす現象です。
サージングのメカニズムと制御戦略
ブロワには「サージライン」と呼ばれる限界点があります。流量(Q)が減少し、圧力(H)が高くなると、ブロワの翼が空気を掴めなくなり、失速します。
これを防ぐのが、アンチサージコントロール(サージ防止制御)です。
基本戦略は、吐出流量が限界値に近づいた際、アンチサージ弁(放散弁またはバイパス弁)を瞬時に開き、強制的に流量を確保することです。
制御の勘所
高速応答性: サージングは数秒単位で発生するため、アンチサージ弁には極めて高い応答スピードが求められます。
フェイルオープン設計: 計装空気が喪失した際や電源が切れた際、弁は必ず「全開」にならなければなりません。ブロワを壊すくらいなら、空気を逃がして安全を確保するという思想です。
爆発防止の要諦:逆止弁(チェックバルブ)の選定基準
プロセス空気ラインにおける最大の悪夢は、ブロワの停止時にプロセス側から可燃性ガスが空気配管内に逆流することです。これを物理的に阻止するのが逆止弁の役割ですが、ここには高度な選定眼が求められます。
逆止弁の種類と使い分け
通常のユーティリティで使うようなスイング式逆止弁では、大口径・高速流のプロセス空気ラインには不十分な場合があります。
デュアルプレート式(ウェハー形): コンパクトで設置性は良いですが、急激な逆流時には衝撃(ウォーターハンマーならぬエアハンマー)が発生しやすい。
ティルティングディスク式: 圧力損失が少なく、閉止動作がスムーズです。
ノズルチェックバルブ(ノンスタム): プロセス空気の「急所」で推奨されるのはこれです。バネの力を利用して流速がゼロになる直前に閉止するため、衝撃がほとんどなく、逆流を瞬時に遮断します。
設置上の注意点
逆止弁は「水平配管」に設置するのが基本ですが、スペースの制約で垂直配管にする場合は、バネ付きのタイプを選定しなければなりません。
また、メンテナンス性を考慮して、前後には必ずアイソレーション用の手動弁を設置し、逆止弁自体の分解点検ができるスペースを確保することが設計担当者の腕の見せ所です。
定検工事(SDM)における保全の急所
定検工事でプロセス空気ラインを扱う際、監督員として絶対に外せないポイントをまとめます。
逆止弁の内部点検とシートリークテスト
「付いているから大丈夫」という思い込みが最も危険です。長期間の運転で、ディスクの軸が摩耗していたり、バネが折損していたりすることがあります。
SDMでは必ず開放し、以下の点を確認してください。
- ディスクの摺動部にカジリがないか。
- シート面にプロセス側からの付着物(触媒粉やカーボンなど)がないか。
- 可能であれば、実際に水を張る、あるいはエアをかけて逆方向の漏れ(シートリーク)を確認してください。
アンチサージ弁の作動試験(ループテスト)
ブロワ本体のオーバーホールと同様に重要なのが、制御系の点検です。
- 計装担当と連携し、インターロック試験を行います。
- 全閉から全開までのストローク時間が設計値(通常は2秒以内など非常に高速)を満たしているかを確認します。
異物混入の徹底排除
プロセス空気配管は口径が大きいため、施工中に工具やウエス、ボルトなどが内部に残りやすいものです。
これらが残ったままブロワを起動すると、高速で飛散した異物が後段の反応器のディストリビューターを詰まらせたり、最悪の場合は高速回転しているブロワのインペラ(羽根車)を直撃して大破させたりします。
管内清掃(ファイバースコープ確認)は、過剰と思えるほど念入りに行ってください。
見えないリスクを、確かな設計で封じ込める
プロセス空気は、普段はただ静かに大口径の配管を流れています。しかし、ひとたび制御を失えば、巨大なブロワを数秒で破壊し、プラント全体を危険に晒す破壊力を秘めています。
設計担当の皆さんは、単に「空気が流れるルート」を作るのではなく、「異常時にどう止めるか」という防壁を作っているのだと自負してください。
また、工事監督の皆さんは、その防壁が正しく機能するように、地味な分解点検や清掃に魂を込めてください。
「当たり前に空気が流れ、当たり前に反応が進む」
その当たり前の光景こそが、私たちの仕事の集大成です。次の工事でも、皆さんの確かな仕事で、プラントの安全を守り抜いていきましょう。