プラントの安全を支える「ねじ」の秘密を解説します。スタッドボルトの利点、インチねじのルール、そして数ミリの「突き出し」に隠されたプロのこだわりを学びましょう。
目次
君たちが現場で最初に出会う「地味だけど凄いヤツ」
新入社員のみなさん、配属おめでとうございます。これから現場に出ると、数えきれないほどの配管や巨大な機器を目にすることになります。そのすべてを繋ぎ止めているのが、今回お話しする「ねじ」です。
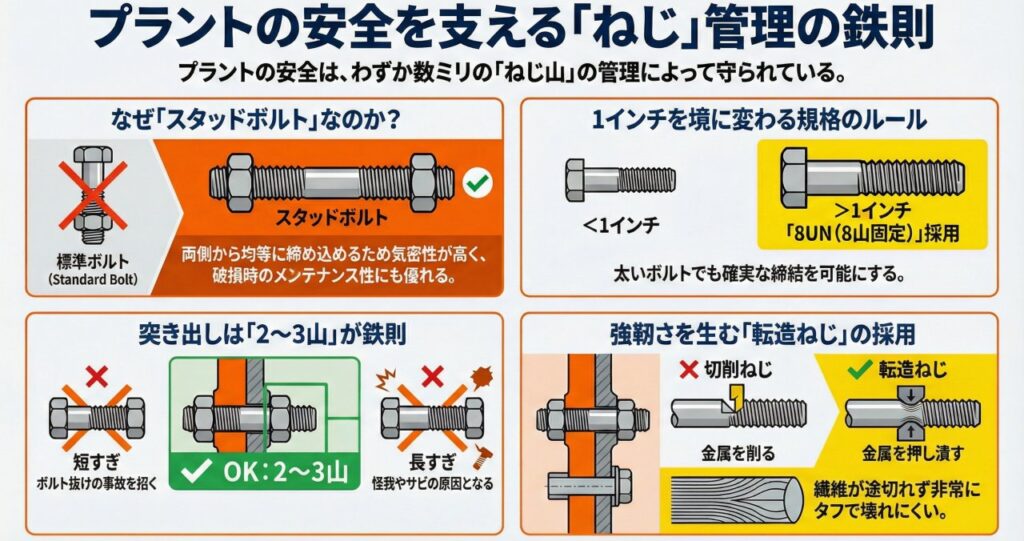
「ねじなんて、どれも同じじゃないの?」と思うかもしれません。でも、私たちのプラントで使われているねじには、過酷な環境に耐えるための知恵がぎっしりと詰まっています。特に、両端にナットをはめる「スタッドボルト」は、プラントの安全を守るヒーローのような存在なんです。今日は、教科書には載っていない「現場の生きた知識」を伝授しますね。
なぜ普通のボルトではなく「スタッドボルト」なのか
スタッドボルトと貫通ボルトの違い
家庭用の棚や自転車に使われているのは、片側に頭がついた「六角ボルト(貫通ボルト)」が一般的ですよね。しかし、プラントの配管をつなぐ「フランジ」と呼ばれる部分には、頭のない棒の両側にねじが切ってある「スタッドボルト」が使われます。
これには明確な理由があります。最大のメリットは「均一な締め付け」ができることです。六角ボルトだと、頭がある側とナットで締める側で力の伝わり方が微妙に変わってしまいます。一方、スタッドボルトは両側からナットで均等に締め上げることができるため、配管内の高い圧力にも耐えられる、ムラのない密着感を生み出せるのです。
メンテナンスのしやすさが現場を救う
もう一つの理由は、分解のしやすさです。プラントの設備は、熱やサビでねじがガチガチに固まってしまうことが日常茶飯事です。六角ボルトの場合、もし頭の部分が折れてしまったら、抜き取るのは至難の業です。しかし、スタッドボルトなら最悪の場合、ボルトそのものを切断して抜き取ることが比較的容易にできます。止まってはいけないプラントにおいて、この「メンテナンスのしやすさ」は非常に大きな利点になるのですよ。
1インチを境にルールが変わる?インチねじの不思議
知っておくべきJPI-7S-15の規格
私たちの世界では、ボルトの規格として「JPI-7S-15」という基準をよく使います。ここで覚えておいてほしいのが、ねじ山の細かさ(ピッチ)の使い分けです。日本の日常生活ではミリ単位のねじが普通ですが、プラントでは「インチねじ」が主流です。
ここには面白いルールがあります。ボルトの太さが1インチ(約25.4mm)を境目にして、ねじ山のルールが変わるのです。
1インチ以下の場合:UNC(ユニファイ並目ねじ) 比較的細いボルトでは、標準的な粗さのねじ山を使います。
1インチを超える場合:8UN(8山固定ねじ) ボルトが太くなっても、1インチの中にねじ山が「8つ」ある状態をキープします。
なぜ太いボルトは「8山」に固定するのか
もし太いボルトでそのまま並目のルールを適用すると、ねじ山が巨大になりすぎて、締め付けるのにとてつもない力が必要になってしまいます。また、微調整も効かなくなります。 そこで、太いボルトにはあえて細かめの「8山」を採用することで、確実かつ管理しやすい力でギュッと締められるように工夫されているのです。現場で太いボルトを見かけたら、「あ、これは8山だな」と思い出してみてください。
わずか数ミリの「突き出し」がプラントの命運を分ける
ボルトの長さを決めるプロの計算
ボルトの長さ(有効長さ)は、適当に決めているわけではありません。フランジの厚み、ガスケット(パッキン)の厚み、ナットの高さ、そして「突き出し」分をすべて足して計算します。
ここで私たちが厳しくチェックするのが、ナットから外側に出ているねじ山の数、通称「突き出し山数」です。社内の管理基準では、ナットの端からねじ山が2~3山出ている状態がベストとされています。
「2~3山」にこだわる深い理由
なぜ「2山」でも「5山」でもなく「2~3山」なのでしょうか。 短すぎてナットの中にねじ山が隠れてしまうと、十分な強度が保てず、圧力がかかった時にボルトが抜けてしまう恐れがあります。これを「係合代(けいごうしろ)不足」と呼び、重大な事故に直結します。
逆に長すぎると、作業中に手足をぶつけて怪我をしたり、サビが進行して将来的にナットが回らなくなったりします。この「2~3山」という数字は、安全と作業効率を極限まで追求してたどり着いた、先人たちの知恵の結晶なのです。
強さの秘密は「作り方」にあり:転造ねじの凄さ
もう一つ、見た目では分かりにくいこだわりを紹介しましょう。ボルトのねじ山には「削り出し(切削)」と「押しつぶして形を作る(転造)」の2種類があります。 プラントで使われる重要なボルトは、ほとんどが「転造ねじ」です。
金属を削らずに、強い圧力で形を整えるため、金属の繊維が途切れず、非常にタフで壊れにくいボルトになります。こうした見えない品質の差が、24時間365日動き続けるプラントを支えているのですね。
現場での「ちょっとした油断」が招く恐ろしい事故
ベテランでも忘れてはいけない基本
最後に、実際にあったヒヤリとする話をしましょう。ある定期点検の際、在庫にあった少しだけ短いボルトを「まあ、ナットの中に少し入っていれば大丈夫だろう」と使ってしまったことがありました。 見た目はしっかり締まっているように見えましたが、実際にはねじ山の噛み合わせが足りていませんでした。運転開始後、温度が上がって配管が膨張した瞬間、そのボルトが耐えきれず「ボコン!」と音を立てて抜けてしまったのです。
幸い大きな事故には至りませんでしたが、一歩間違えれば大惨事でした。「たかがねじ1本」という甘い考えが、プラント全体を危険にさらす。このことを、新入社員の皆さんには肝に銘じておいてほしいのです。
スタッドボルト1本をとっても、これだけの物語があるんです。 現場に出たとき、配管の継ぎ目にあるボルトを見て、「よし、突き出しは2山あるな」「これは8UNだな」と確認できるようになったら、君も立派なプラントマンの仲間入りです。