ボルト1本に込められた「力」の正体を知っていますか?プラントの安全を守る要である締結理論と、摩擦係数 K が左右する軸力の管理、正しい潤滑剤の選び方を解説します。
なぜ、私たちはボルトを回すのか?
皆さんはプラントを歩いているとき、無数にある「フランジ」を見たことがありますよね。配管と配管をつなぐあの円盤です。そこにはたくさんのボルトが並んでいます。
「ボルトなんて、力いっぱい締めればいいんでしょ?」
もしそんな風に思っている新人がいたら、私は全力で止めます。なぜなら、ボルト締結はプラントの安全を支える「精密な科学」だからです。
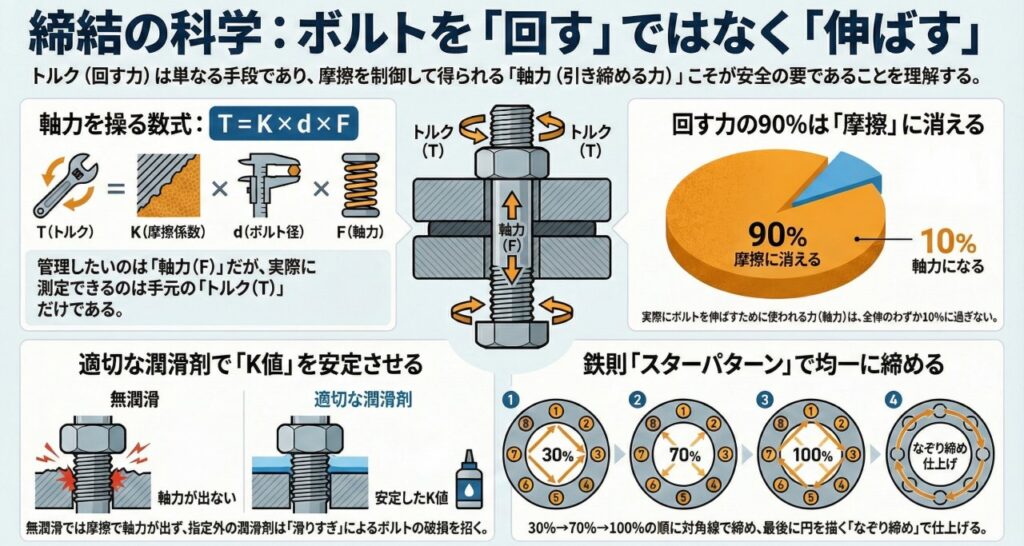
私たちが本当に欲しいのは「トルク(回す力)」ではありません。ボルトが引き伸ばされ、元に戻ろうとする力、つまり「軸力(締め付ける力)」です。この軸力が、中に入っているガスケットを押し潰し、中身の油やガスが漏れないようにしてくれているのです。
今回は、この軸力をどうやってコントロールするか、その基本となる「トルク法」と「摩擦の正体」についてお話ししましょう。
軸力を操る魔法の数式:T = K d F
まず、この数式を覚えてください。締結管理の聖書とも言える式です。
T = K×d×F
T:締付トルク(私たちがレンチでかける力)
K:トルク係数(摩擦などの影響をまとめた数値)
d:ボルトの呼び径(太さ)
F:軸力(実際にボルトが引っ張る力)
この式を見て気づくことはありませんか?私たちが管理したいのは F(軸力)なのに、実際に手元で測れるのは T(トルク)だけなのです。そして、その間にある K という数値が、実はとんでもない「くせ者」なのです。
【摩擦の正体】潤滑剤がK値を、プラントの運命を決める
さて、ここからが本題です。先ほどの数式にある K(トルク係数)について深掘りしましょう。
実は、私たちがボルトを回す力の約90%は、ネジ山や座面の「摩擦」に食われてしまいます。実際にボルトを伸ばすために使われる力は、わずか10%程度に過ぎません。
潤滑剤なしでは「締まらない」?
もし潤滑剤を塗らずにボルトを締めると、どうなるでしょうか。
摩擦が大きすぎて K 値が跳ね上がります。すると、いくらトルクレンチでカチッと言わせても、その力のほとんどが摩擦熱に消えてしまい、肝心の軸力Fが全く出ていない……という恐ろしいことが起こります。これが「締めたつもり」の漏洩事故の原因です。
推奨される潤滑剤と特性
社内規格(JPI-7S-41などに基づいた基準)では、使用する潤滑剤が厳格に指定されています。
モリブデン系潤滑剤:
摩擦係数を安定させ、非常に高い軸力を得やすいのが特徴です。高温下でも焼き付きにくいですが、逆に「滑りすぎる」こともあるため、指定されたトルク値を守ることが重要です。
ニッケル系潤滑剤:
ステンレス鋼のボルトなど、かじり(焼き付き)を起こしやすい材質によく使われます。
「手元にあるからこれでいいや」と、スプレー式の汎用オイルを使うのは厳禁です。潤滑剤が変わればK値が変わり、計算通りの軸力が出なくなってしまうからです。
ガスケットとボルトの「せめぎ合い」
では、どれくらいの力で締めれば正解なのでしょうか?
これは「弱すぎず、強すぎず」の絶妙なバランスが必要です。
ガスケットの最小締付面圧
ガスケットには、シールを維持するために必要な「最低限の面圧」があります。これ以下だと、隙間から中身が漏れてしまいます。
ボルトの降伏点と安全率
一方で、ボルトにも限界があります。ボルトを引っ張りすぎると、金属としての弾性を失い、永久に伸び切ってしまいます(これを降伏と言います)。
通常、設計ではボルトの降伏点の70%〜80%程度を目標に締付軸力を設定します。これが「安全率」を考慮した適正な軸力です。
スターパターン(対角線締め)の儀式
正しいトルク値が決まったら、次は締め方です。
一箇所のボルトだけをいきなり100%の力で締めてはいけません。フランジが傾いて、ガスケットが片減りしてしまうからです。
指で軽く締める(手締め)
目標トルクの30%で、対角線の順に締める
目標トルクの70%で、同じく対角線に締める
目標トルクの100%で、仕上げの対角線締め
最後に円を描くように一周(なぞり締め)して、緩みがないか確認する
この「スターパターン」を守ることは、ベテランも若手も変わらない、現場の鉄則です。
「回す」から「伸ばす」への進化
最後に、これからの締結管理についてお話ししましょう。
トルク法は便利ですが、どうしても摩擦係数Kのバラツキ(±30%程度)に悩まされます。より高い信頼性が求められる高温高圧の重要箇所では、最新の技術が導入され始めています。
油圧テンショナーの導入
これは、ボルトを「回す」のではなく、油圧の力で直接「引っ張る」装置です。ボルトを伸ばした状態でナットをスルスルと回して固定するため、摩擦の影響をほとんど受けません。誤差は10%以下に抑えられます。
ボルト伸び管理(超音波測定)
ボルトの中を超音波が伝わる時間を測定し、ボルトが実際に何ミリ伸びたかを直接計測する方法です。これなら K 値に惑わされることなく、確実な軸力を管理できます。
終わりに
ボルトを締めるという作業は、単なる肉体労働ではありません。数式を理解し、摩擦を制御し、材料の限界を見極める「エンジニアリング」そのものです。
次に皆さんがレンチを握るとき、あるいは協力会社の方の作業を見守るとき、そのボルトの先にある「目に見えない軸力F」を想像してみてください。その想像力こそが、プラントの安全を守る一番の武器になります。