エンジニアの皆さんは現場で向き合うフランジを単なる「鉄の塊」だと思っていませんか?実は、フランジは熱サイクルや配管荷重によって絶えず変化する「生き物」のような存在です。
新設時にどれだけ完璧に組み上げても、長年の運転による温度変化や振動で、目に見えない歪みが生じます。
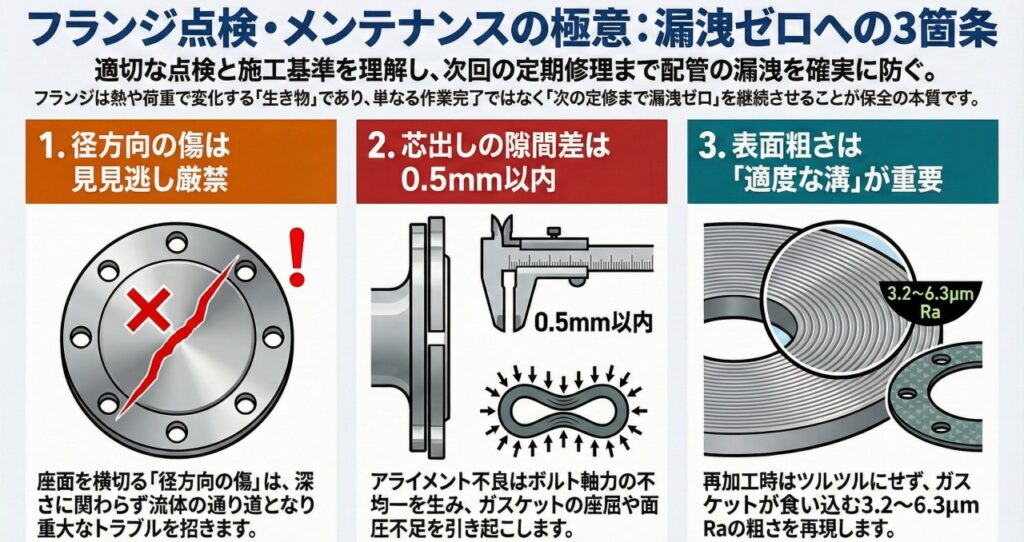
保全業務における最大の目的は、目の前の作業を終わらせることではなく、次回の定期修理まで「漏洩ゼロ」の状態を確実に継続させることにあります。今回は、経年劣化したフランジの「生かし・殺し」の判断基準について説明します。
現場での損傷診断:傷の「向き」と「深さ」を極める
プラントの開放点検でフランジを切り離した際、まず行うべきはガスケット座面の徹底的な観察です。ここで注目すべきは、傷の深さだけでなく、その「向き」です。
径方向の傷(Radial Scratch)の恐ろしさ
座面を内側から外側へ横切るような「径方向の傷」は、非常に致命的です。たとえ浅い傷であっても、それは流体にとっての「通り道」になります。ガスケットがどれだけ面圧を受けても、この溝を埋めきれなければ微小な漏洩が始まり、やがて大きなトラブルへと発展します。
腐食(Corrosion)による有効幅の減少
隙間腐食や外面からの腐食によって、本来のシール幅が減少しているケースも多々あります。私たちの「現場運用マニュアル(Engineering Manual)」では、有効シール幅が一定割合以上損なわれている場合、そのフランジは「殺し(交換または再加工)」と判断します。見た目の綺麗さに騙されず、有効な「面」がどれだけ残っているかをシビアに評価してください。
アライメント(芯出し)の許容値と力学的影響
最も重要な「芯出し」の話をしましょう。プラント大手の社内標準など、厳格な施工基準ではアライメントの許容値が極めて厳しく定められています。
平行度(Parallelism)と芯ズレの管理
なぜ、フランジの隙間の不均一(最大値と最小値の差)を 0.5mm 以内、あるいは口径に応じた規定値に抑える必要があるのでしょうか。
フランジ面が平行でない状態で無理にボルトを締め込むと、物理的に不都合な事態が起こります。片側のボルトを締め上げた際、その反対側ではボルト軸力Fが設計値に対して著しく不足するメカニズムが働きます。
偏締めが招くリスク
不均一な締付けは、以下の二重のリスクを同時に引き起こします。
過剰に締まった側での「ガスケットの座屈(つぶれ)」
隙間が広い側での「面圧不足による吹き出し」
「ボルトを強く締めれば止まる」という考えは捨ててください。アライメントが悪い状態での増し締めは、フランジそのものを永久変形させる原因にもなります。
フランジ面の再生:フェースドレッサーの適用基準
損傷が激しい場合やアライメントが修正しきれない場合、現場でフランジ面を削り直す「フェースドレッサー(ポータブル旋盤)」を使用します。しかし、これには高度な判断が伴います。
削りすぎ厳禁:最小厚さの確認
フランジ座面を削るということは、フランジ自体の強度を削ることに他なりません。加工前に必ず、JPIやASME規格に定められた最小厚さを下回らないか、計算と実測を行ってください。
表面粗さの精密な復元
別記事でも触れましたが、再加工後の表面粗さは 3.2μm から 6.3μm Ra の範囲に収めることが重要です。ツルツルにすれば良いわけではありません。
ガスケットが適度に食い込み、摩擦を保持するための「微細な溝」を再現することが、プロの仕事です。