日々の業務で、JIS B 2220やJPI-7S-43といった規格集を片手に設計や保全計画を立てていることでしょう。これら「規格」は、私たちの安全を守るための最低限のルールであり、絶対的な正解ではありません。
現場では、たとえボルト、フランジ、ガスケットの三者が規格通りに揃っていても、無慈悲に「漏洩」が発生することがあります。
なぜでしょうか?それは、プラントという巨大な生き物が、常に熱や圧力、振動に晒され、図面通りにはいかない「施工のクセ」や「経年の変化」を持っているからです。
この記事では、教科書には載っていない「漏洩が止まらない理由」とその対策を説明します。
代表的なトラブル事例:施工ミスが招く悲劇
プラントの漏洩原因を紐解くと、その多くは「人」の手が介在する施工段階に潜んでいます。
不均一な締付(片締め)の恐怖
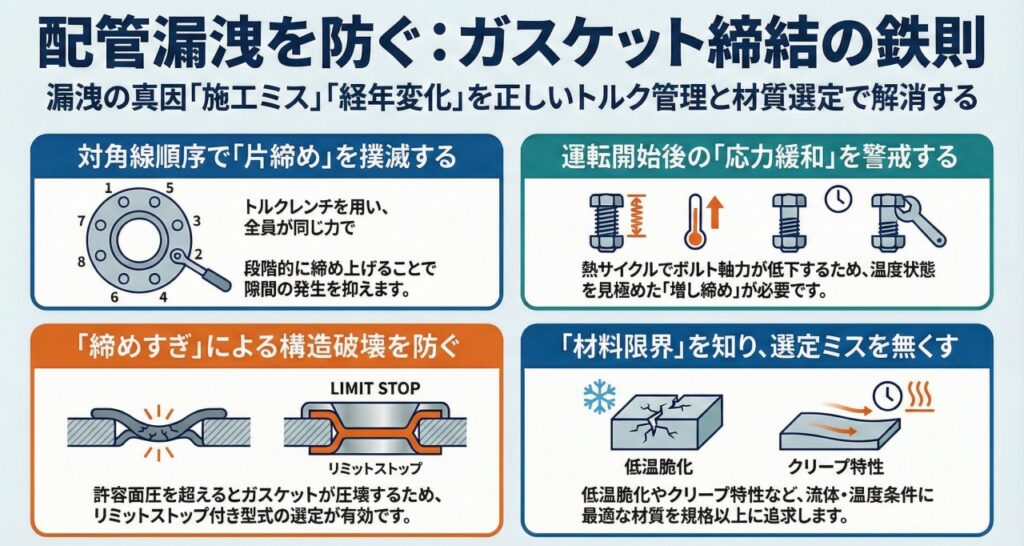
「ボルトを締める」という単純な作業こそ、最も技術の差が出ます。対角線の順序を守らず、一箇所ずつ強く締めてしまうと「片締め」が発生します。
事象としては、ガスケットの片側にだけ過大な面圧がかかり、反対側に隙間が生まれて漏洩が始まります。これを防ぐには、トルクレンチを用いた正確な「トルク管理」が不可欠です。
段階的に、全員が同じ力で、決められた順序で締め上げる。この基本の徹底こそが、最大の防御となります。
良かれと思った「過締付」が構造を壊す
「漏れるのが怖いから、もっと強く締めよう」。若手の頃はそう思いがちですが、これが「潰れ(圧壊)」を招きます。特に、渦巻形ガスケットで内輪・外輪がないタイプは要注意です。
面圧が許容値を上回ると、ガスケット内部の構造が破壊され、シール機能を失います。ASTMやASMEで推奨される締付応力の範囲を遵守し、物理的に締めすぎを抑える「リミットストップ(外輪)」付きの型式を選定するなどの工夫が必要です。
3. 時間の経過と共に現れる「応力緩和」という敵
施工直後は完璧でも、運転を開始してから数日後に漏洩することがあります。これが「経年変化」の入り口です。
初期なじみと温度の影響
運転開始直後の熱サイクルにより、ガスケットやボルトは熱膨張と収縮を繰り返します。これによりボルトの軸力が低下する「応力緩和」が起こります。
特にPTFE(テフロン)系のガスケットは、常温でもクリープ(変形)しやすい性質があるため注意が必要です。
対策として有効なのが、高温稼働後の「増し締め(ホットトルク)」です。ただし、これも闇雲に行うのではなく、設備の温度状態を見極めて実施しなければなりません。
クリティカルな温度境界を見極める
エンジニアとして信頼を築く第一歩は、材料の限界を知ることです。例えば、-29℃といった低温域では、鋼材の脆化やガスケットの硬化が懸念されます。
こうしたクリティカルな温度境界において、どの材料を選び、どのような管理値で締め付けるか。その判断基準は、JISやJPIの規格を読み込むだけではなく、過去の不適合事例を自分の知識として蓄積していくことで養われます。
安全操業のために私たちができること
国内のエネルギー大手プラントにおける長年の知見を振り返ると、トラブルの根源は「選定」と「施工」のミスマッチに集約されます。
どれほど優れた最新のガスケットを選んでも、現場でのトルク管理が疎かであれば意味がありません。逆に、完璧な施工技術があっても、流体の性質や温度条件に合わない材料を選んでしまえば、いつか必ず破綻します。